裁断机单向顺序阀控制的顺序动作回路故障原因与排除!


鸿钛裁断机维修技术资料!裁断机生产技术!http://www.szcdj.com/
裁断机单向顺序阀控制的顺序动作回路故障原因与排除!
产生顺序动作错乱的原因和排除方法有:
①压力调节不当。正确的调整方法是后动的阀6的调节压力应比油缸4的工作压力调高0. 8~1 MPa;阀3的调节压力应比缸5后退动作③的工作压力调高0.8~1 MPa,以免系统中的工作压力波动使顺序阀出现误动作。
②顺序阀3、6本身的故障,参阅顺序阀有关内容予以排除。
(3)行程控制顺序动作回路的故障及排除
行程控制顺序动作回路是利用一个油缸先移动一段规定的行程后,发出信号使下一个油缸动作,以控制油缸先后动作顺序。它可以利用行程开关、行程阀或顺序缸等来实现。
用行程开关控制的顺序动作回路如图6- 82。
造成顺序动作失常的原因和排除方法有:
①行程开关方面。如因行程开关安装不牢靠、因多次碰撞松动、行程开关本身的质量等原因造成行程开关不能可靠地准确发信,导致不顺序动作,可查明原因予以排除。
②电路故障。如接线错误,电磁铁接线不牢靠或断线,以及其他电器元件的故障等,造成顺序动作紊乱或不顺序动作,查明原因予以排除。
③活塞杆上撞块因磨损或松动不能可靠压下行程开关,或撞块安装紧固位置不对,使行程开关不能可靠、准确发信,造成顺序动作失常,可针对原因逐一排除。
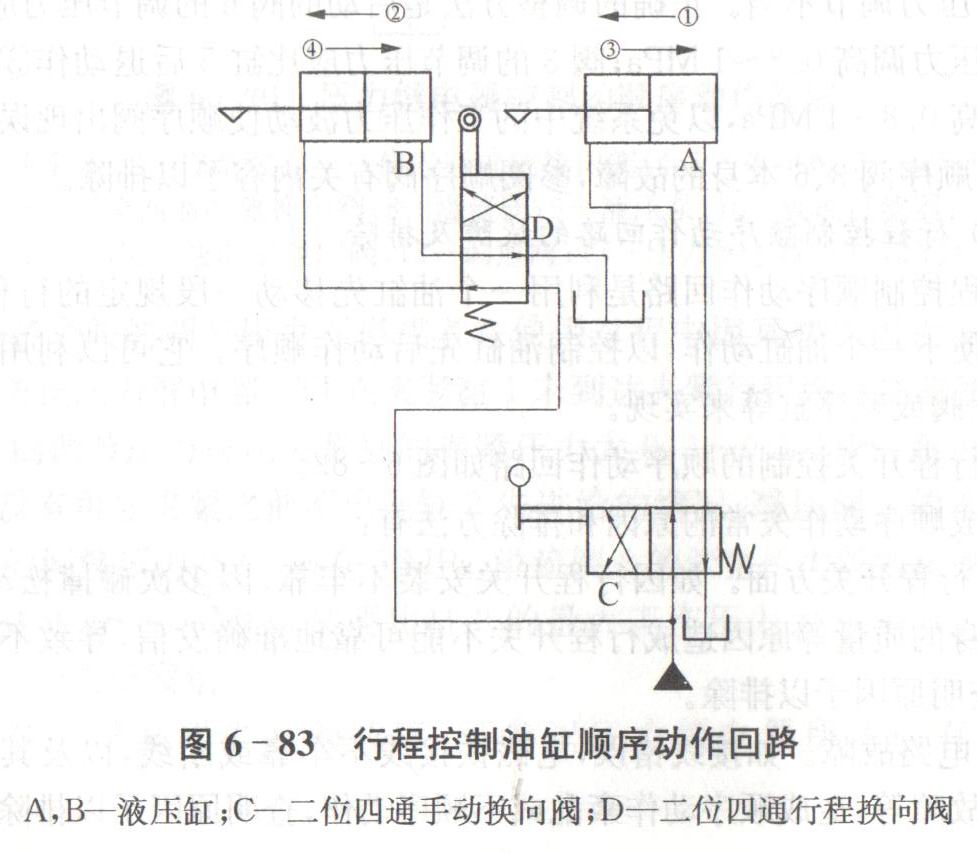
④利用行程阀实现油缸顺序动作的回路(图6 - 83)。这是利用撞块操作行程阀来实现缸A、缸B的顺序动作①一动作②及动作③一动作④。
造成这种回路顺序动作失常的原因有:撞块松动、行程阀D压下后不复位、换向阀C故障等,可查明原因逐个排除
深圳鸿钛裁断机公司网络部编辑整理!转载须注明出处!http://www.szcdj.com/
本文关键词:裁断机|自动送料裁断机|全自动裁断机|裁断机厂家