裁断机液压系统二级调压回路技术!
鸿钛裁断机液压系统二级调压回路技术
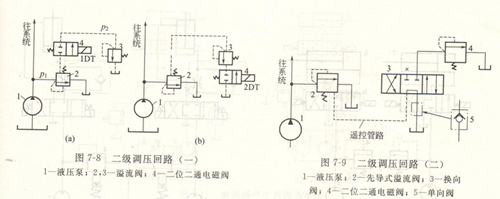
在图7-8(a)所示的油压裁断机液压系统二级调压回路中,当IDT不通电时,系统压力由溢流阀2来调节;当IDT通电时,裁断机系统压力由溢流阀3来调节,这种回路的压力切换由阀4来实现,当压力由Pi切换到p2(pl>p2)时,由于阀4与阀3间的油路内切换前没有压力,故当阀4切换(IDT通电)时,溢流阀2遥控口处的瞬时压力由pl下降到几乎为零后再回升到p2,系统自然产生较大的压力冲击。
排除方法:如图7-8(b)所示,将阀4接在阀3的出油口处,即阀4与阀3的位置互换,由于这样从阀2的遥控口到阀4油路里经常充满压力油,阀4切换时液压系统压力从p1下降到pZ,便不会产生过大的压力冲击。
(2)调压时升压时间长问题
在图7-9所示的二级调压回路中,当遥控管路较长,而由系统卸荷(阀3处于中位)状态处于升压状态(阀3处于左位或右位)时,由于遥控管通油池,压力油要先填充遥控管路,才能升压,所以升压时间长。
排除方法:尽量缩短液压系统遥控管路,并且在遥控管路回油处增设一背压阀(或单向阀)5,使之有一定的压力,这样升压时间即可缩短。在遥控调压回路中,出现溢流阀的最低调压值增高,同时产生动作迟滞的故障。产生这一故障的原因是从主溢流阀到遥控先导溢流阀之间的配管过长(例如超过lOm),遥控管内的压力损失过大。所以,遥控管路一般不能超过5m。
深圳鸿钛裁断机公司技术部资料!鸿钛裁断机公司网络部编辑整理!http://www.szcdj.com/
本文关键词:裁断机|自动送料裁断机|全自动裁断机|裁断机厂家