油压裁断机液压系统集成块孔加工技术!
深圳鸿钛裁断机公司技术部资料!裁断机生产技术!http://www.szcdj.com/
油压裁断机液压系统集成块孔加工技术!
(l)工艺孔封堵问题
工艺孔是为了连接内部交叉孔而加工的,通常采用以下三种方法进行封堵。
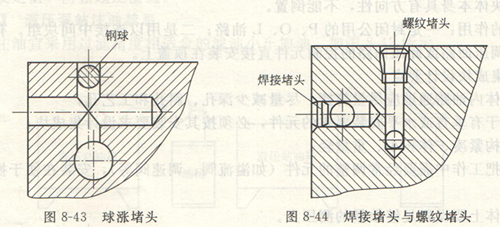
①球涨堵头。这种方法如图8-43所示。多用于堵塞孔径小于lOmm的孔,要求有足够过盈,这要按JBJ 2007-88标准设计和制造。
②焊接堵头。这种封堵方法如图8-44所示,将焊接堵头周边连续均匀焊牢在要封堵的工艺孔处,多用于横孔靠近边壁的交叉孑L的堵塞;直径小于5mm的工艺孔可以不用堵头直接焊封。
③螺纹堵头。采用螺纹堵头的封堵方法,如图8-44所示。这种方法不但便于清洗液压系统集成块内部,而且需要时可拧下螺纹堵头,改接压力表、传感器等,便于系统调试。设计、制造螺纹堵头时,一定要执行JB/ZQ 4446-86等标准。
①集成块体积不宜过大。在油路允许的情况下,应尽量减少集成块体积,以使液压系统紧凑。如果集成块体积加大,除生产成本增加以外,块中的孔道深度相加增加,工艺性变差,且孔道位置精度难于控制,增加了废品率。
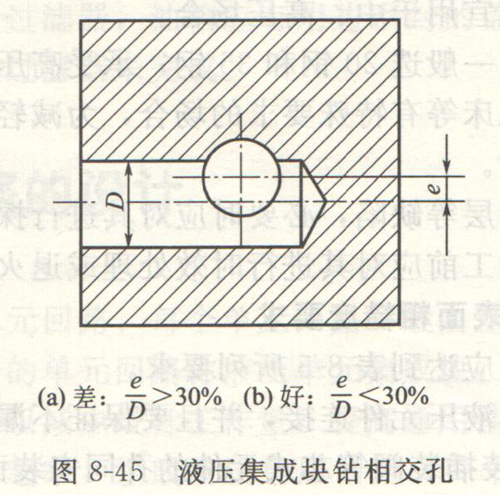
②液压裁断机集成块钻相交孔最大偏心距不大于规定值。集成块钻孑L多为直角相交,有时两个直角相交孔的轴线不完全相交,称其偏心为e,e相对于孔径D之比称为相对偏心率,即E=e/D。局部阻力系数ζ的经验公式为ζ-=1. 60+0. 16EO. 04,当E小于30%时,阻力系数ζ可以接受,如图8-45所示。
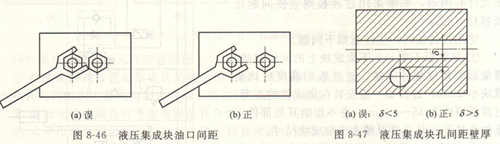
③液压集成块油口间的间距应注意管接头旋转空间。集成块油口应为内螺纹,而拧入的管接头为外六角,这样就应有接头旋转和扳手空间,应避免油口之间距离太近而产生干涉,如图8-46所示。
④液压系统集成块孔间距壁厚不宜小于5mm,如图8-47所示。
(3)集成块孔加工问题
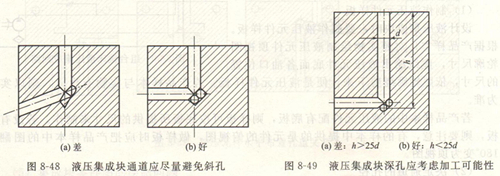
①液压集成块通道应尽量避免斜孔,如图8-48所示。
集成块孔道的加工为钻孔,为了防止钻头损坏尽量避免斜孔。
集成块钻孔时,两个孔道间的壁厚应有足够的强度,以免油压破坏孔壁,通常设计壁厚大于5mm。
②液压系统集成块深孔应考虑加工可能性,如图8-49所示。
集成块孔道为钻孑L,钻深孔时,钻头容易损坏,通常钻孔深度不宜超过25倍孔径。
深圳鸿钛裁断机制造有限公司网络部编辑整理!http://www.szcdj.com/
本文关键词:裁断机|自动送料裁断机|全自动裁断机|裁断机厂家