油压裁断机液压系统二次进给回路技术!

油压裁断机液压系统二次进给回路技术!关键词:裁断机 油压裁断机 深圳裁断机 http://www.szcdj.com/
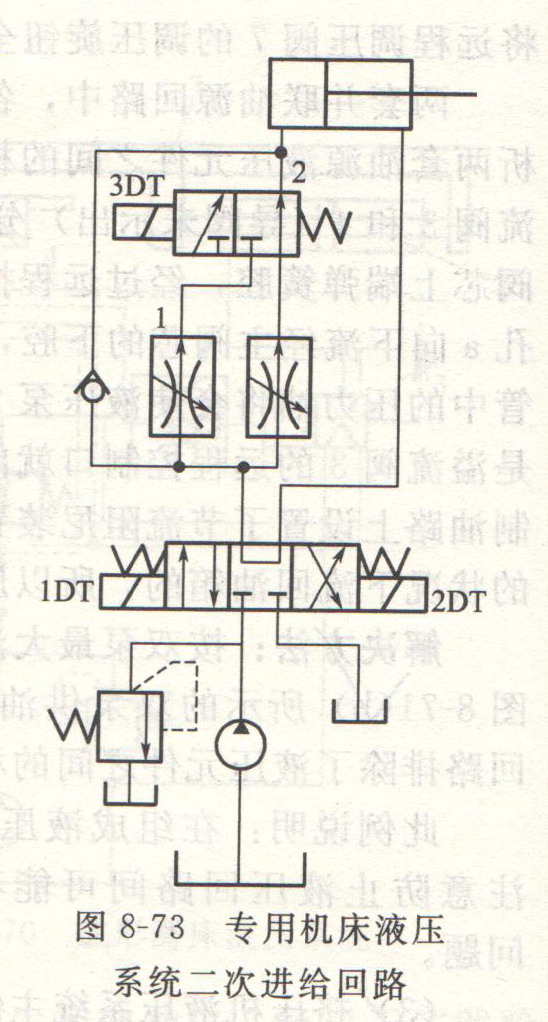
液压裁断机系统二次进给回路。它实现一工进一二工进一快退一停止的动作循环。液压回路工作循环的电磁铁动作顺序如表8-6所示。
回路存在的问题:在由一工进向二工进速度换接时,液压缸产生较大的液压冲击。
由于冲击是在液压缸由一种速度向另一种速度换按时发生的,故可分析出,系统出现的问题是由于调速阀在回路中使用不当造成的,是调速阀压力补偿机构的跳跃现象引起的。
由调速阀工作原理可知,调速阀正常工作时,串联于节流阀2前的定差减压阀l自动调节成适当开度,使节流阀两端压差p2 - p3为定值。在图8-73所示回路中,速度换接前没有工作油通过调速阀1,减压阀在阀芯弹簧作用下开度最大,这时由电磁换向阀2开始速度换接,压力油急速流入调速阀,使减压阀后压力瞬时增大,节流阀两端压差p2 - p3很大,流过的流量也很大,液压缸就必然急速运动。经过一小段时间后,定差减压阀在阀后压力作用下,使阀芯开度达到最小,减压阀后压力p2降至最低,流过节流阀的流量也减至最小,此时液压缸又急速慢下来。这个过程往复多次才能使流量达到稳定值。这就是系统中速度换接时产生液压冲击的原因。
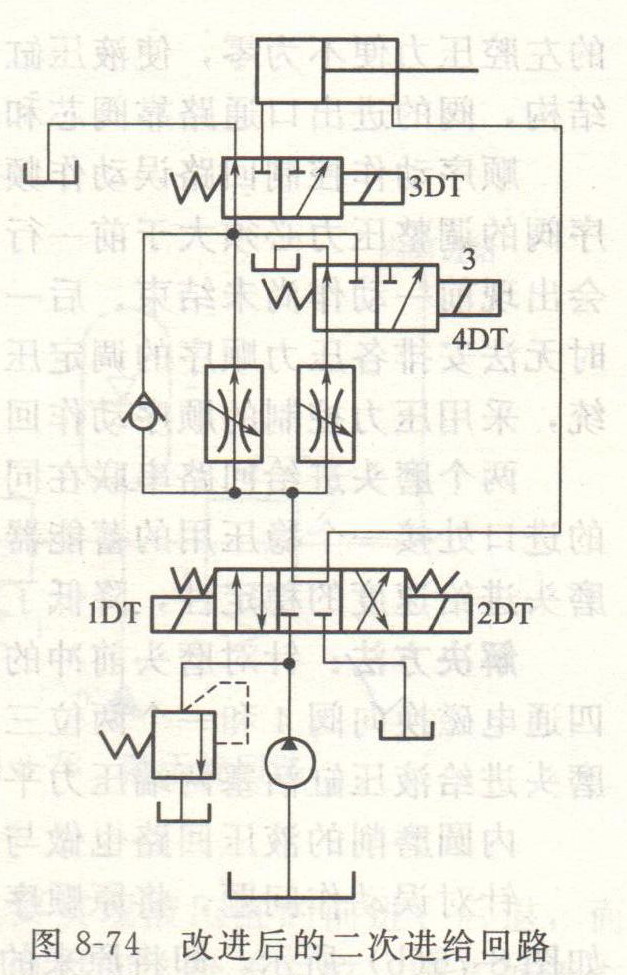
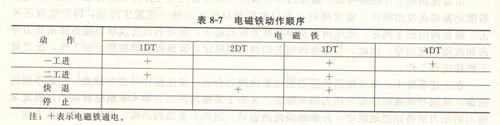
解决措施:将油压裁断机液压系统原回路结构改进为图8-74所示形式,可使问题得到解决。在图8-74所示回路中增加了一个二位三通电磁换向阀3,不难看出,调度阀在速度换接时总有压力油通过,避免了液压冲击的发生。改进后液压回路工作循环的电磁铁动作顺序如表8-7所示。
深圳鸿钛裁断机制造有限公司技术部资料!鸿钛裁断机公司网络部编辑整理!http://www.szcdj.com/
本文关键词:裁断机|自动送料裁断机|全自动裁断机|裁断机厂家